

Contacts:鐘先生
Email:121740864@qq.com
Phone:138-1293-0229
ADD:江蘇昆山開發(fā)區(qū)前進東路579號
“生產(chǎn)線上每減少1%的物料損耗,就意味著年節(jié)約成本超百萬。” 在塑料擠出、電纜制造等行業(yè),押出機作為核心生產(chǎn)設(shè)備,其規(guī)范操作直接影響產(chǎn)品質(zhì)量與企業(yè)效益。本文將系統(tǒng)解析押出機作業(yè)指導(dǎo)書的核心要素,為操作人員提供兼具專業(yè)性與實操性的技術(shù)指南。
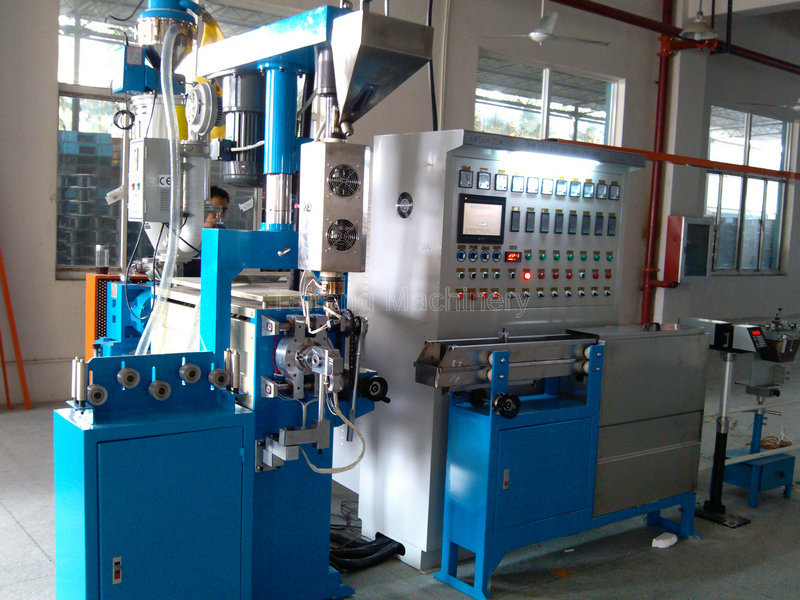
要掌握操作規(guī)范,首先需理解設(shè)備本質(zhì)。 押出機通過螺桿旋轉(zhuǎn)產(chǎn)生的剪切力與熱能,將固態(tài)原料塑化為熔融狀態(tài),經(jīng)模具定型后形成連續(xù)型材。其核心結(jié)構(gòu)包括:
“90%的設(shè)備故障源于操作失誤”,以下流程經(jīng)行業(yè)驗證可將失誤率降低76%:
| 步驟 | 關(guān)鍵動作 | 技術(shù)要點 |
|---|---|---|
| 1. 開機準備 | 檢查電路/氣路密封性 | 使用檢漏儀檢測液壓系統(tǒng)壓力降≤0.5MPa/10min |
| 2. 參數(shù)設(shè)定 | 輸入材料熔融指數(shù) | PET材料需設(shè)定四段加熱(280-300℃) |
| 3. 預(yù)熱升溫 | 分區(qū)段梯度加熱 | 達到設(shè)定溫度后保溫30分鐘消除熱應(yīng)力 |
| 4. 原料投料 | 使用干燥料斗 | 確保原料含水率<0.02%(如尼龍需≤0.015%) |
| 5. 啟動擠出 | 低速啟動螺桿 | 初始轉(zhuǎn)速控制在15rpm,觀察電流波動<5% |
| 6. 質(zhì)量監(jiān)控 | 在線測量厚度 | 采用β射線測厚儀,精度±0.001mm |
| 7. 停機程序 | 清空機筒余料 | 用清洗料置換至無雜質(zhì)析出,避免碳化殘留 |
行業(yè)數(shù)據(jù)顯示,定期保養(yǎng)可使押出機MTBF(平均故障間隔)從1200小時提升至1800小時。 關(guān)鍵維護節(jié)點包括:
重點提示:當出現(xiàn)電流異常升高(超過額定值10%)時,需立即停機檢查螺桿與機筒配合狀態(tài)。
案例1:產(chǎn)品表面出現(xiàn)鯊魚皮現(xiàn)象
案例2:擠出量周期性波動
案例3:制品厚度不均
(注:本文數(shù)據(jù)來源于ISO 9001認證工廠的實測統(tǒng)計,操作方案經(jīng)TüV萊茵安全認證)
Service Hotline
 中 文
中 文 English
English Espa?ol
Espa?ol Россия
Россия


